Sugarcane Processing
The sugar industry faces several challenges that can lead to reduced sugar recovery and quality. For example, the formation of dextran in sugar juice can lead to the loss of sucrose, resulting in reduced juice purity and diminished sugar recovery. Additionally, slower crystal growth and the formation of elongated or needle-shaped crystals can result in crystal loss during centrifugation, hindering the purging of M/C and requiring additional wash water.
High viscosity and blocked crystal faces can also cause incomplete crystallization, leading to difficulties in drying, conditioning, and storing refined sugar. Moreover, the presence of dextran can cause falsely polarization, and poor clarification of juice can increase the colour and ash of sugar made from the juices.
The industry also faces challenges such as acid beverage floc development in sugar and deterioration of stored molasses and syrup. Addressing these challenges requires a focus on improving juice purity, crystal formation, clarification, and storage conditions to maximize sugar recovery and quality.

Our Products
Our enzymatic solutions provide a significant advantage to the industry by addressing the process challenges to increase overall yield resulting in enhance profitability. Our products range spans across the sugar manufacturing process starting from Mill Sanitization to Molasses Preservation.

-1781251401.jpg)
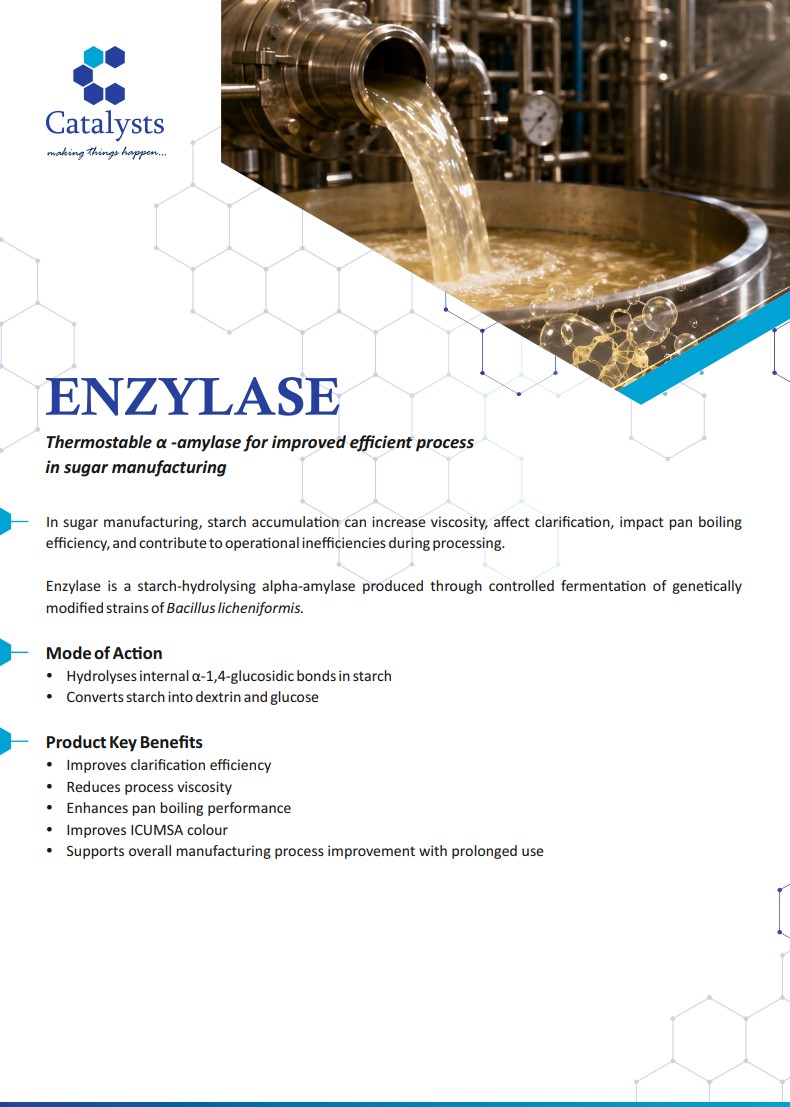
In sugarcane processing, microbial contamination and inversion losses can reduce juice purity, impact recovery, and lower overall process efficiency. Conventional biocides may control bacteria but can introduce toxicity and environmental concerns.
-1781251504.jpg)
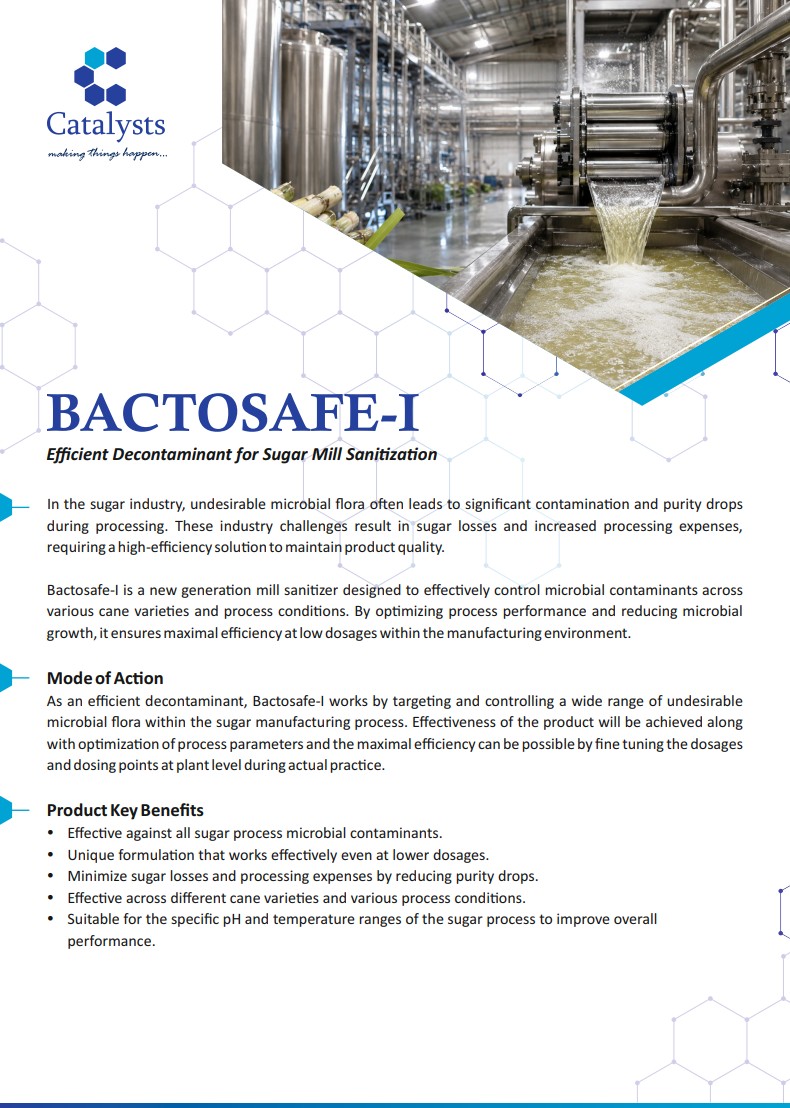
Microbial contamination is a major challenge in sugar manufacturing, causing sucrose losses, purity reduction, process inefficiencies, and operational disruptions. These issues become even more significant under fluctuating cane quality and processing conditions

-(apr-26)-1781251680.jpg)
Sugarcane juice often faces challenges due to dextran formation, leading to high viscosity, poor crystallization, and sucrose losses, the reason behind this microbial activity, especially by Leuconostoc bacteria, which convert sucrose into dextran when cane is damaged, delayed in processing, or stored improperly.
-1782277065.jpg)
Sugar crystallization processes often face challenges in achieving desired crystal hardness, brightness, and low ICUMSA colour, impacting final sugar quality and market value.
-1782277299.jpg)
In sugar manufacturing, high viscosity of massecuite during pan crystallization often creates operational challenges such as poor circulation, longer boiling me, foaming issues, and inefficient separation in centrifugal machines.
-1782277395.jpg)
Catalysts Connect
Keep up to date with our latest news and analysis by subscribing to our regular magazine and newsletter